[gtranslate]
Menu
Le surmoulage est une solution particulièrement adaptée lorsqu’il s’agit de protéger des composants sensibles tout en garantissant leur maintien mécanique. C’est précisément le cas de ce projet de thermocouple, où plusieurs contraintes de fabrication devaient être prises en compte dès la conception.
L’objectif était de réaliser un boîtier injecté directement autour d’un thermocouple de type K, après assemblage et soudure des différents éléments métalliques.
Une version avec un thermocouple de type J, présentant un diamètre plus important, est également envisagée et fera l’objet d’une validation complémentaire.
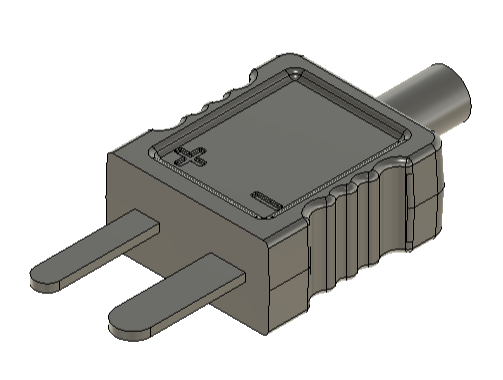
Le premier enjeu concernait le maintien des deux tiges métalliques pendant l’injection.
Afin d’assurer leur positionnement précis, un insert spécifique a été intégré directement dans le moule. Celui-ci permet de maintenir les éléments durant le remplissage tout en limitant les efforts mécaniques appliqués sur les tiges.
Le second défi était d’éviter toute rupture des composants métalliques sous l’effet des pressions d’injection. L’étude du positionnement des inserts, du sens d’injection et des épaisseurs de matière a permis de sécuriser cette étape critique.
Enfin, le surmoulage devait assurer une excellente protection mécanique de la zone de soudure tout en conservant une géométrie compacte.


Le moule et l’insert de maintien ont été fabriqué en résine Rigid 10K (de Formlabs).
Cette approche permet de produire rapidement un outillage fonctionnel pour valider le procédé de surmoulage avant un éventuel passage sur un moule métallique de série.
Plusieurs polymères ont été étudiés afin de répondre aux différents environnements d’utilisation :
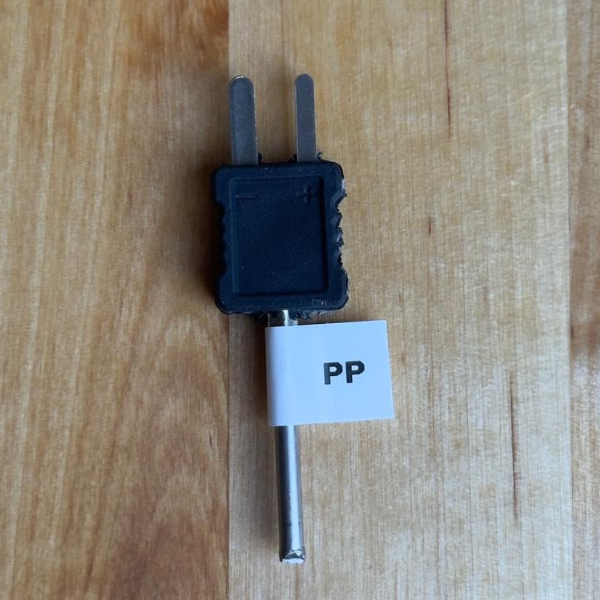
Thermocouple en PP

Thermocouple en PP chargé 30% de fibre de verre
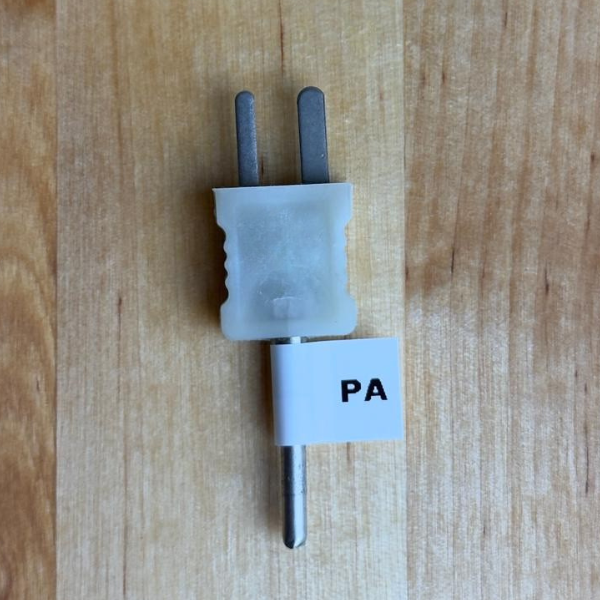
Thermocouple en PA
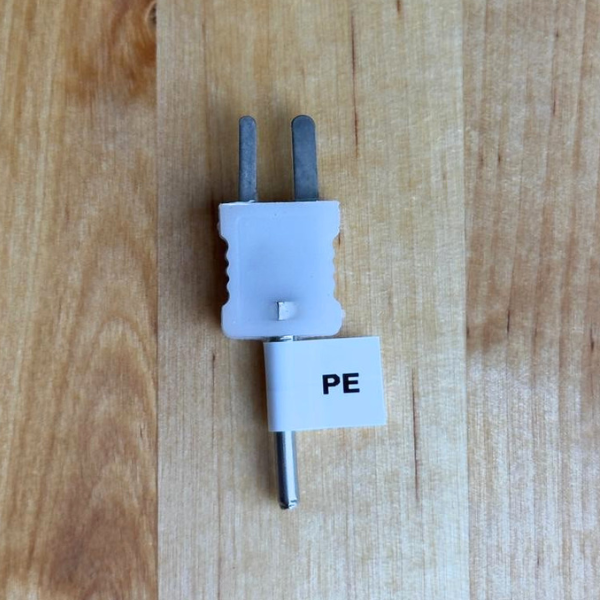
Thermocouple en PE
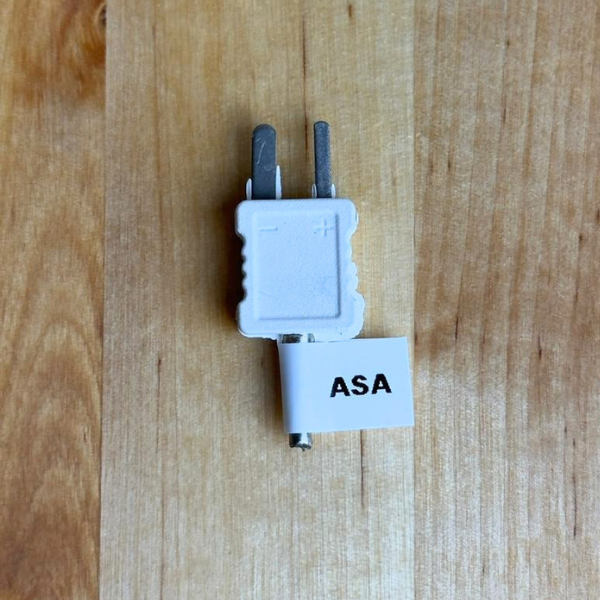
Thermocouple en ASA (Geloy)

Thermocouple en PEEK
Cette diversité de matériaux permet d’adapter les performances mécaniques, thermiques et chimiques aux besoins du client.
Paramètre | Valeur |
Volume injecté | 1,8 cm³ |
Dimensions du moule | 70 x 50 x 24 mm |
Dimensions de la pièce | 18 x 16 x 8 mm |
Procédé | Surmoulage après soudure complète |
Outillage | Moule imprimé en Rigid 10K avec insert intégré |
Le succès d’un projet de surmoulage repose autant sur la conception de la pièce que sur celle de l’outillage.
Le maintien des inserts, la maîtrise des contraintes pendant l’injection et le choix du matériau sont autant de paramètres qui conditionnent la qualité finale de la pièce.
Grâce à un moule imprimé en 3D intégrant directement les fonctions de maintien, il est possible de valider rapidement un procédé de fabrication complexe avant son industrialisation.
À propos
HoliMaker est une entreprise innovante qui conçoit, produit et commercialise des outils de micro-industrie destinés à la transformation du plastique. HoliMaker propose également des ateliers et des formations à la manipulation de la matière.
HoliMaker est une startup de la Région Grand Est implantée dans le Sillon Lorrain.
Implantés à Metz en Moselle, HoliMaker préserve un savoir-faire local à travers son écosystème de fournisseurs Français, de fabricants de matériaux, de sous-traitants mais aussi de partenaires revendeurs.
Nous repoussons les standards de qualité et de savoir-faire. Toutes les pièces sont assemblées dans nos locaux
HoliMaker is an innovative company that designs, produces and markets micro-industrial tools for plastic processing. HoliMaker also offers workshops and training courses in material handling.
HoliMaker is a startup from the Grand Est region, based in the Lorraine region.
Based in Metz, Moselle, HoliMaker preserves local know-how through its ecosystem of French suppliers, material manufacturers, subcontractors and reseller partners.
We push back the standards of quality and know-how. All parts are assembled on our premises.